
KASHIWA製品を支える技術について
プレス絞り加工とは?
金属塑性加工の一種で、プレス機械で板状の素材を変形させて器形状にする加工方法ですが、単に金属板を加工して形状を得るのであれば他にも方法は考えられます。
<切削加工>
切削加工=ひとつの塊を切ったり削ったりして形状を得ます。
比較的高精度のものを製作でき、通常は専用の金型等を必要としないので1個~の少量製作にも対応できて1個当たりの総コストは低めと考えられます。
数値制御により高度に自動化された設備もあり、同じ形状を同じ精度でたくさん作れるようにもなっていますが、この場合はそれなりの設備投資が必要です。
加工硬化などはほとんど起きないので後工程への影響は少なく、強度を出したい場合は熱処理などが必要とも言えます。
<鋳造>
鋳造=溶かした金属を型に流し込み、冷え固まってから取り出して形状を得ます。
型を作ることができ金属が流れていけば、複雑な形状も製作でき、機械にかけることができないような大きなものも製作できます。
耐熱性や吸音性など材料自体の特性を利用して鋳鉄などの素材を使う場合にはこの方法が合理的です。溶けた金属を流して冷え固まらせることから、原理的に加工硬化は存在しません。
流し込む過程で気泡などが入ったまま固まってしまう場合があり、その場合にはそこだけ脆くなってしまったり、あまり薄い部分がある形状は製作の難度が高くなります。
<板金加工>
板金加工=一枚の板を切って曲げて溶接して・・・形にします。
そのつど材料から切り出して製作するので多品種少量の製作には向いており、複雑な形状でも対応できます。
作っていく過程で設計変更などを思いついても、それに応じた部分だけを作り変えればよく、全体の材料・製作コストなどは無駄になりにくいと考えられます。
部分ごとに板の厚さを変えたり、異なる金属で一つの形に、など自由もききます。一品料理的な加工のため大量に生産することになると安定した寸法を得にくくなる傾向にありますが、近年はロボットの発達によりそれも解消できつつあります。
1個あたりの製作時間は長めになるため、大量に作る場合は時間的なコストは増えることが考えられます。
そして、これらの特徴をふまえたうえで、プレス絞り加工について説明致します。
<プレス絞り加工>

プレス絞り加工=予め計算した形状・寸法の板を金型に挟み込み、プレス機械で圧力をかけながら板材を変形させます。
具体例
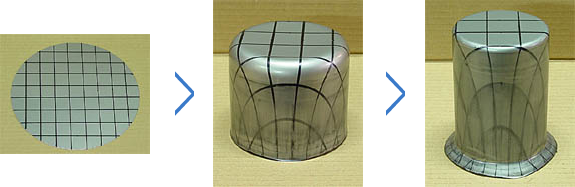
左側の丸く打ち抜いた材料をプレス機と金型で加工すると真ん中の写真のように変形します。それをさらに別の金型で加工して、右側の写真のような形状にします。
説明のために格子状の線をひいてありますが、元の状態に比べると複雑に変形していることが分かります。
プレス絞り加工には、こんなメリットがあります。
作りたい形状が絞り加工で可能な形状であれば、短い加工時間で済みます。
金属組織を切ったり削ったりしない鍛造的加工であるため組織的に丈夫なものとなります。
溶接を伴わず容器状にできるので熱によるダメージが少なめです。
材料の変形量が大きいので加工硬化の度合いが大きく、薄材でも丈夫なものができます。
薄材で丈夫にできる=確保する強度が同じ場合には材料を薄くでき軽量化につながります。
切削加工に比べ屑の発生が少なく、材料コストを抑えられます。
複数工程を並べてひとつにした複雑な金型を使い、プレス機の上下動1回で複数工程の加工を同時にできるものもあり、コスト削減をさらに加速させることが可能です。
メリットばかりではなくデメリットも。
事前に入念な計算と、設備・金型投資が必要となります。
金型を用いての加工が大前提のため、少量生産では金型コストが大きな負担です。
加工速度や温度・圧力・加工油など加工結果に影響する要素が多く、作業者の経験に頼る部分が大き目です。
材料にかかるストレスが大きい=加工硬化が大きく後工程での邪魔になることもあります。
加工結果が機械や金型の状態に左右されやすく、ゴミやホコリの付着を嫌う・・・etc
いろいろと制約もありますが、それでもある形状の物を短時間に大量に、安定して作るには利用価値のある加工法で、当社にとっても調味缶をはじめとする製品作りには欠かせない加工技術です。
なぜプレス絞り加工なのか?
絞り加工の特長を製品に活かし切る工夫
プレス絞りで一度に変形させられる量には限界があり、どんな高さ(深さ)でも一工程で得られるわけではありません。
高さと直径の比率は1:1程度が限界と言われており、それを超える加工は材料が途中で切れたりしてうまく加工ができないといわれています。
このため、通常は限界までの比率は追い求めず、もう少しラクな比率設定で絞り加工の工程数を設計します。つまり、1度目の絞り加工の比率は1:1ではなく、高さの方を低めに、ということです。
こうすると絞り加工の安定度は増しますので加工は容易になりますが、一度目の絞り高さが低めであることは、希望の高さまで加工していくのに追加の絞り加工の回数を増やすことにつながります。
調味缶の本体を絞り加工で作る場合、理論上は絞り加工の工程数は3回くらいに分けるのがセオリーです。
ここで、追加の絞り加工を行う際に、プレス絞り加工のメリットで挙げたように「加工硬化」というものが邪魔になります。
ある程度以上に硬化が進んだものは追加の絞り加工に支障を来すため、元の柔らかさに戻してやる熱処理を必要とします。
工程を表すと、こんな具合です。
絞り加工#1→絞り加工#2→熱処理→絞り加工#3
実際は熱処理時に製品表面に加工油が不着したままでは装置や製品に悪影響を与えるため、事前に洗浄工程が必要です。熱処理業者と洗浄業者は別々であるため移動する手間も嵩み、熱処理後に2回目の絞り加工をするために加工油が必要となるので、塗油工程が加わります。
つまりこんな感じです。
絞り加工#1→絞り加工#2→運搬→洗浄→運搬→熱処理→運搬→塗油→絞り加工#3
そんなわけで、3工程を2工程にするべく試行錯誤を重ね、当社調味缶は2回の絞り加工で本体部分の製作を行うことを実現しました。
絞り加工#3と熱処理が削減されているだけでなく、運搬や塗油なども減っています。
また、熱処理をせずに製品とすることにより、加工硬化を製品の剛性UPに活かしています。
熱処理を挟んだ場合
絞り加工#1(硬さ増)→絞り加工#2(硬さ増)→熱処理(柔らかくなる)→絞り加工#3(硬さ増)・・・一度柔らかくなっている
熱処理しない場合
絞り加工#1(硬さ増)→絞り加工#2(硬さ増)・・・加工品は硬いまま
熱処理を挟むと絞り#1、#2での硬化が戻される分、最終的な形状になった状態での硬さは熱処理をしない場合に比べ柔らかいことになります。
このようにして、熱処理自体のコスト削減と加工硬化を最大限に利用することの両方をうまく利用することで軽くて丈夫な調味缶となり、それはお使いいただく際のメリットにもつながっています。
塑性加工とは?
「塑性(そせい)」とは聞きなれないキーワードですが、簡単な例を挙げると・・・
 まっすぐな針金を一本用意し、曲げるように力を加えることを考えてみます。
まっすぐな針金を一本用意し、曲げるように力を加えることを考えてみます。 針金を曲げるように少しづつ力を加えていく時、ある程度までは曲げても針金はまっすぐに戻ります。この、金属にある力を加えても元通りに戻ろうとする特性を「弾性」と呼んでいます。
針金を曲げるように少しづつ力を加えていく時、ある程度までは曲げても針金はまっすぐに戻ります。この、金属にある力を加えても元通りに戻ろうとする特性を「弾性」と呼んでいます。 続いて、針金を更に強い力で曲げると曲がったままになってしまいます。この、曲がったままになってしまう特性を、先ほどの弾性に対して「塑性」といいます。
続いて、針金を更に強い力で曲げると曲がったままになってしまいます。この、曲がったままになってしまう特性を、先ほどの弾性に対して「塑性」といいます。
つまり、金属素材に力を加えて変形させたままにする加工全般を塑性加工といい、絞り加工もそのひとつです。